
The steel industry is one of the most complex production environments on the planet. From batch-based primary metallurgy to continuous rolling lines and intricate finishing operations, each plant is an ecosystem of processes, automation levels, and legacy systems that must operate in sync.
At the center of this orchestration lies the Manufacturing Execution System (MES).
As more steel producers expand across multiple sites or integrate acquisitions, the question becomes unavoidable:
Should each plant run its own MES, or should all plants share a centralized?
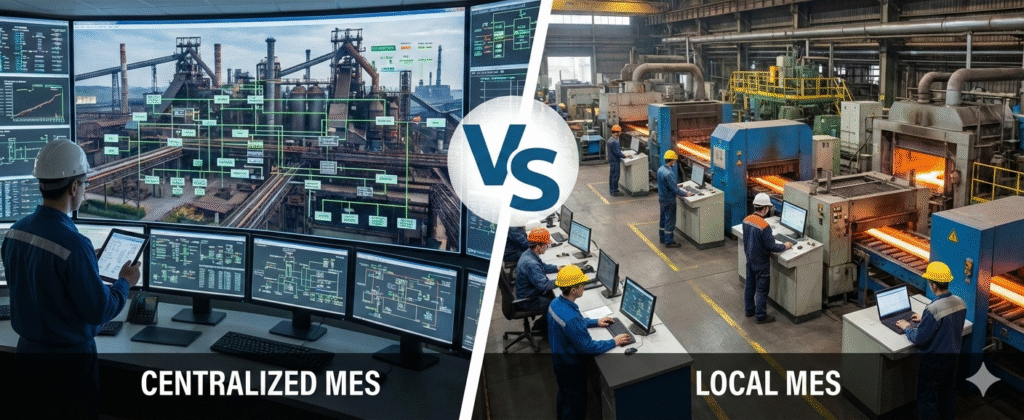
Centralized MES promises standardization, lower costs, and unified execution across plants, but it requires strong infrastructure, robust L2/L3 decoupling, and careful integration with L4 systems and plant-specific automation.
On the other hand, deploying a local MES at each plant provides better isolation, lower latency for automation interactions, and greater operational autonomy, at the cost of higher infrastructure overhead, weaker enterprise governance, and increased complexity when materials, data, and processes span multiple sites.
This article breaks down the practical trade-offs, especially as they apply to steel plants, where:
- L2 integrations are demanding.
- Products (slabs, coils, blooms, bars) frequently move across plants.
- Routing logic can differ drastically between facilities.
- Quality and genealogy requirements are non-negotiable.
Why MES Architecture Matters in Steel
Steel plants rely on MES to coordinate a wide range of execution and information flows across the production lifecycle. This includes tracking heats, slabs, coils, and individual pieces, managing product routing and sequencing, processing events coming from Level 2 systems, enforcing quality and metallurgical constraints, generating KPIs and performance reports, managing inventory and warehouse operations, and interfacing with ERP systems at Level 4.
In a single-plant environment, these responsibilities are already complex. In a multi-plant setup, that complexity increases significantly. Plants may use different Level 2 communication standards, such as OPC-UA, TCP/IP, or custom PLC drivers, which directly impacts how MES integrates with automation.
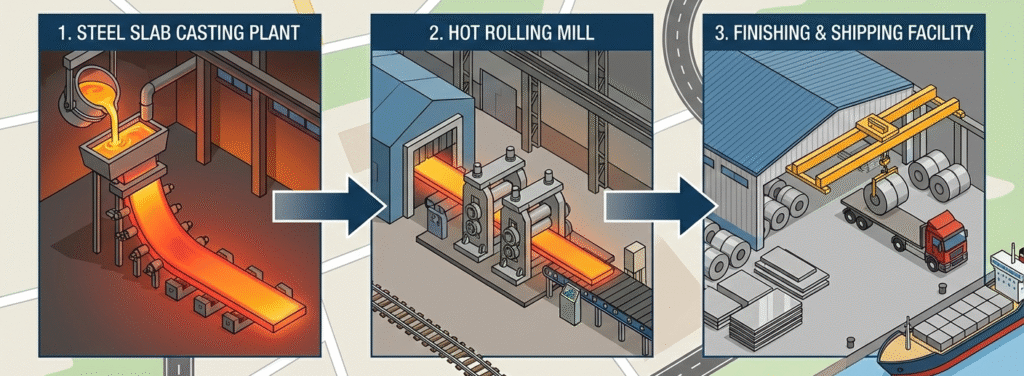
In addition, materials often move physically between plants as part of the same value chain. A slab may be cast in one location, rolled in another, and finished or shipped from a third. Maintaining consistent tracking, genealogy, and quality context across these transitions is non-trivial.
Finally, plants frequently operate under different production philosophies, equipment layouts, and local constraints, while corporate functions require unified KPIs, consistent genealogy, and standardized quality control. Balancing these local differences with enterprise-wide visibility and governance is what makes MES architecture such a critical decision in the steel industry.
This sets the stage for the two main architectural paths.
Local MES per Plant vs Centralized Enterprise MES: Key Trade-offs
Choosing between a local MES per plant and a centralized enterprise MES is fundamentally a question of balancing operational robustness against enterprise-wide standardization. In practice, the strengths of one approach often mirror the weaknesses of the other.
Below, I list the main advantages of each approach, ordered by importance, with 1 being the most critical in typical steelmaking environments.
Advantages of a Local MES per Plant
- Operational independence and isolation: with local MES instances, each plant can deploy changes independently and recover from failures without affecting other sites. A meltshop introducing a new annealing practice or a rolling mill adjusting tracking logic can do so without coordinating a global release. In contrast, a centralized MES increases the blast radius of changes and failures, since updates and outages affect multiple plants simultaneously.
- Flexibility to accommodate plant-specific automation behavior: steel plants often differ significantly in their automation implementations. One caster may provide detailed strand-level events, while another publishes only heat-level summaries. A local MES can be tailored precisely to these differences. A centralized MES must support all variations simultaneously, which increases integration complexity and often requires additional edge components to normalize Level 2 data.
- Resilience to network instability: local MES deployments are largely unaffected by wide-area network outages. Production execution and tracking continue even if the connection to corporate systems is temporarily unavailable. Centralized MES architectures, by contrast, depend heavily on network reliability, making edge buffering, store-and-forward mechanisms, and robust VPN infrastructure mandatory.
- Ultra-reliable Level 2 connectivity: because the MES communicates with PLCs over the local plant network, latency is low and communication is predictable and stable. MES does not operate on the same real-time constraints as Level 2 systems, and differences of seconds are usually acceptable. However, reliable connectivity is still important to ensure that production events are received in the correct sequence and with sufficient context.
Advantages of a Centralized Enterprise MES
- Enterprise-wide standardization: a centralized MES enforces consistent routing templates, quality rules, and KPI definitions across all plants. For example, yield, throughput, and downgrade logic can be defined once and applied uniformly to multiple rolling mills, even if their physical layouts differ. With a local MES per plant, achieving this level of consistency requires continuous governance, and deviations tend to emerge over time as plants adapt logic to local needs.
- Simplified cross-plant material tracking and genealogy: in a centralized MES, each heat, slab, or coil exists only once in the system, preserving full genealogy as material moves across plants. A slab cast in one plant and rolled in another does not need to be recreated or synchronized. In a distributed MES landscape, material transfers require ID synchronization, interface logic, and reconciliation of genealogy and quality data, which increases complexity and operational risk.
- Lower total cost of ownership: operating a single MES reduces infrastructure duplication, software licensing, and long-term maintenance effort. Instead of maintaining separate DEV, TEST, and PROD environments for every plant, the enterprise supports one shared landscape. In a local MES model, costs scale linearly with the number of plants, which can become significant in steel groups with multiple meltshops, rolling mills, and finishing facilities.
- Faster rollout of enterprise best practices: when improvements are identified, such as a better rolling practice or a refined quality rule, a centralized MES allows these changes to be rolled out once and applied everywhere. In a local MES model, the same improvement must be implemented and validated independently at each plant, which slows adoption and increases the risk of inconsistent execution.
Context Matters
Across the steel industry, the general trend is clearly moving toward more centralized MES architectures. The push for enterprise-wide visibility, standardized KPIs, end-to-end genealogy, and lower total cost of ownership makes a centralized enterprise MES an attractive target, especially for steelmakers operating integrated value chains or multiple downstream facilities.
That said, this is not an obvious or purely technical decision, and it is certainly not the right answer for every company or every plant. MES architecture choices must be evaluated in the context of each organization’s specific situation and long-term goals. Factors such as the maturity and consistency of Level 2 automation, the stability and bandwidth of plant-to-corporate networks, the degree of material flow between plants, the need for local autonomy, regulatory constraints, and the organization’s appetite for standardization all play a decisive role.
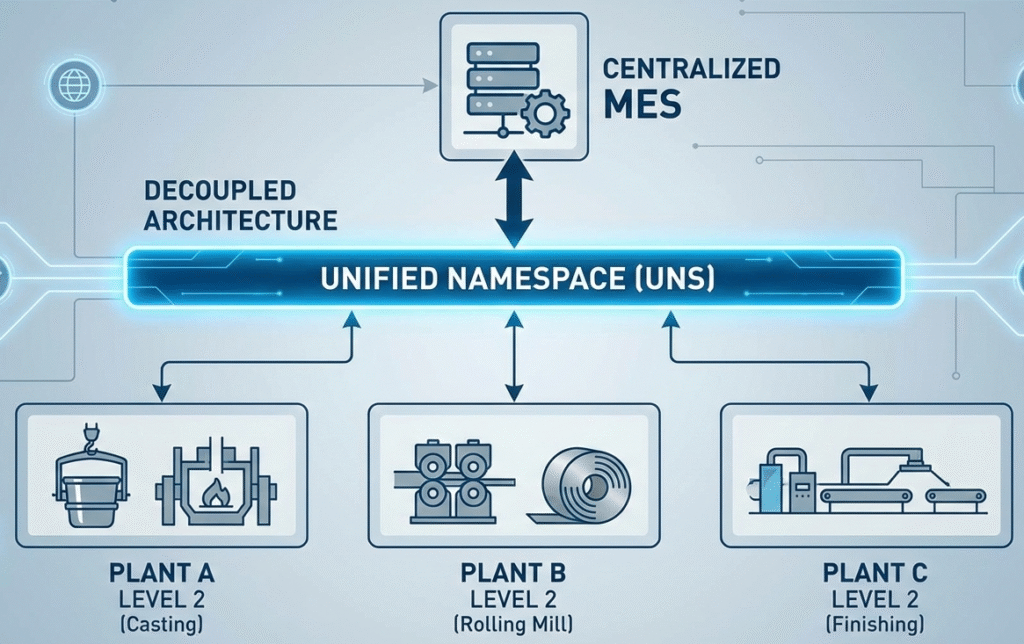
In practice, many steelmakers adopt hybrid approaches or phased transitions. Local MES instances may remain in place for latency-sensitive or highly customized areas, while other domains move toward a centralized execution model. Importantly, there are architectural patterns that can mitigate some of the traditional downsides of centralization. For example, a Unified Namespace (UNS) can be used to decouple plant-specific Level 2 implementations from a centralized MES, allowing automation diversity to coexist with enterprise standardization. Edge components, buffering mechanisms, and clear responsibility boundaries between Level 2, Level 3, and Level 4 further reduce risk.
Ultimately, MES architecture is a strategic decision rather than a purely technical one. Getting it right requires balancing short-term operational realities with long-term digitalization goals, and accepting that the “best” architecture is the one that aligns most closely with how the company operates today and where it wants to be tomorrow.